What Is a Machine Vision System?
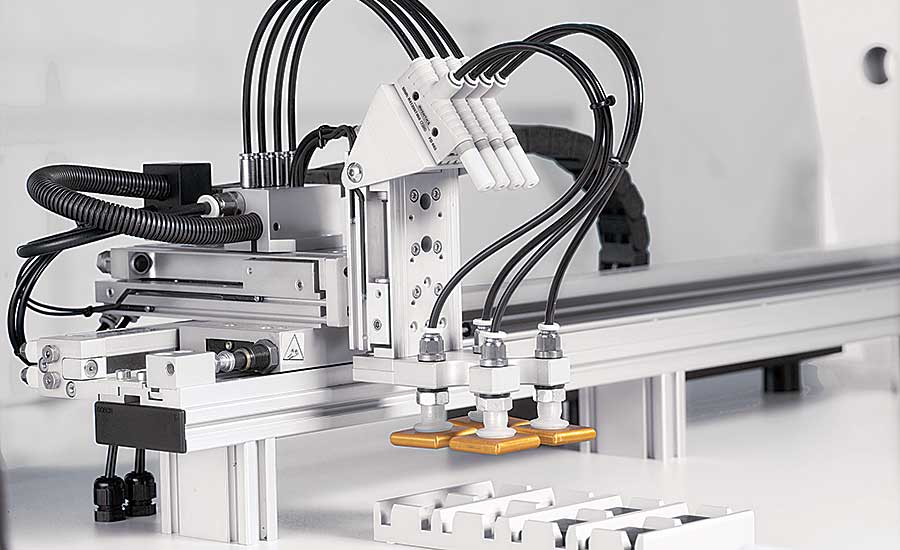
Machine vision systems are technologies that enable machines to “see” and analyze visual data for automated decision-making. These systems combine cameras, lighting, software, and processing units to capture and interpret images in real time.
In simple terms, machine vision systems explained: they replace or enhance human inspection by using cameras and algorithms to detect defects, measure dimensions, and guide robotic actions.
Typical machine vision system components include:
- Camera (sensor)
- Lens and lighting
- Processing unit (PC or embedded)
- Software / AI algorithms
Modern industrial machine vision systems are widely used in manufacturing, logistics, automotive, and electronics industries. They power machine vision inspection systems and automated visual inspection systems, improving accuracy, speed, and consistency.
If you’re new to this topic, you can also explore how visual inspection works in detail in automated visual inspection systems.
Why Industries Use Machine Vision Systems
Industries adopt machine vision because it solves critical operational challenges:
- Eliminates human error in inspection
- Increases production speed
- Enables 24/7 quality control
- Reduces labor costs
- Detects micro-defects invisible to the human eye
With the rise of AI machine vision systems, companies can now detect complex patterns, classify defects, and adapt to changing production conditions.
Machine vision is especially powerful in quality control workflows — for example, in quality inspection with machine vision, where systems automatically detect defects on production lines.
Comparison of Machine Vision System Types
| System Type | Key Function | Best Use Case | Complexity |
| 2D Vision Systems | Flat image analysis | Label checks, presence detection | Low |
| 3D Vision Systems | Depth measurement | Volume, shape inspection | Medium |
| Area Scan Systems | Captures full image at once | General inspection | Low |
| Line Scan Systems | Scans line-by-line | Continuous materials | High |
| Smart Camera Systems | All-in-one vision unit | Simple automation tasks | Low |
| PC-Based Systems | High-performance processing | Complex inspections | High |
| Embedded Vision Systems | Compact integrated systems | OEM / robotics | Medium |
| AI Vision Systems | Deep learning detection | Defect classification | High |
| Multi-Camera Systems | Multiple viewpoints | Complex objects | High |
| Stereo Vision Systems | Dual-camera depth | 3D positioning | Medium |
| Laser Profiling Systems | Line laser scanning | Surface measurement | High |
| Hyperspectral Systems | Spectral analysis | Material detection | Very High |
Types of Machine Vision Systems (Detailed Guide)
2D Machine Vision Systems
2D machine vision systems are the most common type of vision technology used in industrial environments. They capture flat, two-dimensional images and analyze them based on contrast, edges, patterns, and color differences. These systems are ideal for detecting surface defects, verifying labels, reading barcodes, and checking object presence or orientation.

Because of their simplicity, 2D systems are widely used in automated visual inspection systems across packaging, food production, and electronics assembly. They are cost-effective, easy to integrate, and require minimal processing power compared to more advanced systems.
Typical applications include quality control, sorting, and basic measurements. However, they cannot measure depth or volume, which limits their use in more complex inspections. Many machine vision camera types used in 2D systems rely on standard industrial sensors paired with controlled lighting.
For many manufacturers, 2D systems are the starting point before upgrading to more advanced machine vision system types.
3D Machine Vision Systems
3D machine vision systems capture depth information in addition to standard image data. This allows them to measure height, volume, and shape, making them essential for advanced inspection tasks.
These systems are used in applications where object geometry matters, such as robotic picking, assembly verification, and dimensional inspection. They play a critical role in industries like automotive and aerospace, where precision is non-negotiable.
Unlike 2D systems, 3D solutions use structured light, stereo vision, or laser profiling to generate depth maps. This makes them more complex but significantly more powerful.
3D systems are often integrated into machine vision inspection systems where objects vary in size or orientation. They also support automation processes that require spatial awareness, such as robotic guidance.
As production environments become more complex, 3D systems are becoming a core part of modern industrial machine vision systems.
Area Scan Vision Systems
Area scan vision systems capture an entire image in a single frame. This is the most common approach in machine vision and is widely used across various industries.

These systems are ideal for inspecting stationary objects or parts moving at moderate speeds. They are used for defect detection, measurement, and object recognition.
Area scan cameras are versatile and easy to implement, making them one of the most popular types of machine vision cameras. They are commonly used in electronics inspection, packaging, and assembly lines.
Because they capture full images, they require proper lighting and positioning to ensure consistent results. Their simplicity makes them suitable for most standard inspection tasks.
Area scan systems are often the foundation of machine vision systems explained in basic automation setups.
Line Scan Vision Systems
Line scan vision systems capture images one line at a time and build a complete image as the object moves. This makes them ideal for inspecting continuous materials such as paper, textiles, metal sheets, or conveyor-based production.
These systems are highly effective for high-speed applications where traditional cameras cannot keep up. They provide extremely high resolution and consistent image quality across large surfaces.
Line scan systems require precise synchronization with motion, which makes them more complex to implement. However, they are essential for industries that require continuous inspection.
They are widely used in machine vision inspection systems for detecting defects in long or continuous products.
Compared to other machine vision camera types, line scan systems are more specialized but deliver superior results in the right applications.
Smart Camera Systems
Smart camera systems integrate the camera, processor, and software into a single device. These compact systems are designed for simplicity and ease of deployment.
They are ideal for basic inspection tasks such as presence detection, barcode reading, and simple measurements. Because they do not require an external PC, they are cost-effective and easy to maintain.
Smart cameras are commonly used in small automation setups or where space is limited. They are also suitable for retrofitting existing production lines.
However, their processing capabilities are limited compared to PC-based systems, which restricts their use in complex applications.

Some modern smart systems, such as solutions similar to Siemens Inspekto S70, demonstrate how AI machine vision systems can be packaged into easy-to-deploy devices.
PC-Based Vision Systems
PC-based vision systems rely on external industrial computers for processing. These systems offer high performance and flexibility, making them suitable for complex applications.
They are used in advanced inspection tasks that require high-resolution imaging, multiple cameras, or real-time analysis. These systems can handle large data volumes and support custom algorithms.
PC-based systems are often used in industrial machine vision systems where performance is critical. They are also ideal for integrating multiple processes, such as inspection, measurement, and tracking.
While they offer maximum flexibility, they require more setup and maintenance compared to simpler systems.
Embedded Vision Systems
Embedded vision systems are compact solutions where processing is built into a dedicated device. They are designed for integration into machines, robots, or OEM equipment.
These systems provide a balance between performance and size, making them ideal for applications where space and power consumption are limited.
Embedded systems are often used in robotics, autonomous machines, and smart manufacturing environments. They support real-time processing and can operate independently.
They are becoming increasingly popular as part of modern machine vision system types, especially in scalable automation solutions.
AI / Deep Learning Vision Systems
AI machine vision systems use deep learning algorithms to detect complex patterns and defects that traditional systems cannot handle.
These systems are capable of learning from data, adapting to variations, and improving over time. They are particularly useful for detecting subtle defects, classifying objects, and handling unstructured environments.
AI systems are widely used in advanced automated visual inspection systems, where traditional rule-based approaches fail.
They require training data and more processing power, but they deliver significantly higher accuracy in complex scenarios.
This type of system is shaping the future of machine vision systems explained, especially in industries with high variability.
Multi-Camera Vision Systems
Multi-camera vision systems use multiple cameras to capture different angles of an object. This allows for more comprehensive inspection and reduces blind spots.
These systems are used in applications where a single camera is not sufficient, such as inspecting complex shapes or large objects.
They are commonly used in automotive and electronics manufacturing, where precision is critical.
Multi-camera setups are often part of high-end machine vision inspection systems, providing better coverage and accuracy.
Stereo Vision Systems
Stereo vision systems use two cameras to simulate human vision and calculate depth. This enables 3D perception without complex hardware.

These systems are used for object positioning, robotics, and navigation tasks. They are particularly useful in pick-and-place applications.
Stereo vision is a key part of certain machine vision system types that require depth without full 3D scanning.
Laser Profiling Systems (3D Line Laser)
Laser profiling systems use a laser line to scan objects and create precise 3D profiles. They are highly accurate and used for measuring surface geometry.
These systems are essential in applications where precision is critical, such as metal processing, welding inspection, and surface analysis.
They are a specialized category within types of machine vision systems focused on measurement and profiling.
Hyperspectral Vision Systems
Hyperspectral vision systems analyze light across multiple wavelengths to identify materials and chemical properties.
These systems go beyond traditional imaging by detecting differences invisible to standard cameras. They are used in food inspection, pharmaceuticals, and agriculture.
They are among the most advanced machine vision system types, offering capabilities beyond standard inspection.
Final Thoughts
Understanding the different types of machine vision systems is essential for selecting the right solution for your application. From simple 2D inspection to advanced AI machine vision systems, each system serves a specific role in industrial automation.
Choosing the right system depends on your requirements, complexity, and production environment.
If you’re selecting or implementing industrial machine vision systems, Humphrey Automation is an official distributor of a wide range of automation components and vision solutions. You can reach out to our team for expert guidance on choosing the right system, components, or integration approach for your specific application.